致力打造行業第一品牌
高標準,高精度,品質有保障



公司名稱:華通機械工具有限公司
網址:m.yusensic.com
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區景陽街137號
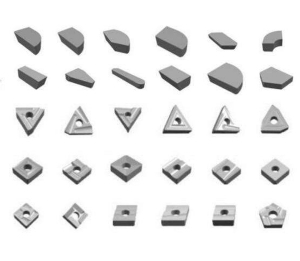
車刀屬于單鋒刀具,因車削工作物形狀不同而有很多型式,但它各部位的名稱及作用卻是相同的。一支良好的車刀必須具有剛性良好的刀柄及鋒利的刀鋒兩大部份。車刀的刀刃角度,直接影響車削效果,不同的車刀材質及工件材料、刀刃的角度亦不相同。車床用車刀具有四個重要角度,即前間隙角、邊間隙角、后斜角及邊斜角。
1)前間隙角
自刀鼻往下向刀內傾斜的角度為前間隙角,因有前間隙角,工作面和刀尖下形成一空間,使切削作用集中于刀鼻。若此角度太小,刀具將在表面上摩擦,而產生粗糙面,角度太大,刀具容易發生震顫,使刀鼻碎裂無法光制。裝上具有傾斜中刀把的車刀磨前間隙角時,需考慮刀把傾斜角度。高速鋼車刀此角度約8~10度之間,碳化物車刀則在6~8度之間。
2)邊間隙角
刀側面自切削邊向刀內傾斜的角度為邊間隙角。邊間隙角使工作物面和刀側面形成一空間使切削作用集中于切削邊提高切削效率。高速鋼車刀此角度約10~12度之間。
3)后斜角
從刀頂面自刀鼻向刀柄傾斜的角度為后斜角。此角度主要是在引導排屑及減少排屑阻力。切削一般金屬,高速鋼車刀一般為8~16度,而碳化物車刀為負傾角或零度。
4)邊斜角
從刀頂面自切削邊向另一邊傾斜,此傾斜面和水平面所成角度為邊斜角。此角度是使切屑脫離工作物的角度,使排屑容易并獲得有效之車削。切削一般金屬,高速鋼車刀此角度大約為10~14度,而碳化物車刀可為正傾角也可為負傾角。
5)刀端角
刀刃前端與刀柄垂直之角度。此角度的作用為保持刀刃前端與工件有一間隙避免刀刃與工件磨擦或擦傷已加工之表面。
6)切邊角
刀刃前端與刀柄垂直之角度,其作用為改變切層的厚度。同時切邊角亦可改變車刀受力方向,減少進刀阻力,增加刀具壽命,因此一般粗車時,宜采用切邊角較大之車刀,以減少進刀阻力,增加切削速度。
7)刀鼻半徑
刀刃最高點之刀口圓弧半徑。刀鼻半徑大強度大,用于大的切削深度,但容易產生高頻振動。
版權所有:華通機械工具公司(金坤數控工具獨家經銷)
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區景陽街137號