致力打造行業(yè)第一品牌
高標準,高精度,品質有保障



公司名稱:華通機械工具有限公司
網址:m.yusensic.com
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區(qū)景陽街137號
一、哈爾濱量具測量器具的分類測量器具是一種具有固定形態(tài)、用以復現或提供一個或多個已知量值的器具。按用途的不同量具可分為以下幾類:
1、單值量具
只能體現一個單一量值的量具。可用來校對和調整其它測量器具或作為標準量與被測量直接進行比較,如量塊、角度量塊等。
2、多值量具
可體現一組同類量值的量具。同樣能校對和調整其它測量器具或作為標準量與被測量直接進行比較,如線紋尺。
3、 專用量具
專門用來檢驗某種特定參數的量具。常見的有:檢驗光滑圓柱孔或軸的光滑極限量規(guī),判斷內螺紋或外螺紋合格性的螺紋量規(guī),判斷復雜形狀的表面輪廓合格性的檢驗樣板,用模擬裝配通過性來檢驗裝配精度的功能量規(guī)等等。
4、通用量具
我國習慣上將結構比較簡單的測量儀器稱為通用量具。如游標卡尺、外徑千分尺、百分表等。
二 、測量器具的技術性能指標
1. 量具的標稱值
標注在量具上用以標明其特性或指導其使用的量值。如標在量塊上的尺寸,標在刻線尺上的尺寸,標在角度量塊上的角度等。
2. 分度值
測量器具的標尺上,相鄰兩刻線(最小單位量值)所代表的量值之差。如一外徑千分尺的微分筒上相鄰兩刻線所代表的量值之差為0.01mm,則該測量器具的分度值為0.01mm。分度值是一種測量器具所能直接讀出的最小單位量值,它反映了讀數精度的高低,也說明了該測量器具的測量精度高低。
3. 測量范圍
在允許不確定度內,測量器具所能測量的被測量值的下限值至上限值的范圍。例如,外徑千分尺的測量范圍有0~25mm、25~50mm等,機械式比較儀的測量范圍為0~180mm。
4. 測量力
在接觸式測量過程中,測量器具測頭與被測量面間的接觸壓力。測量力太大會引起彈性變形,測量力太小會影響接觸的穩(wěn)定性。
5. 示值誤差
測量儀器的示值與被測量的真值之差。示值誤差是測量儀器本身各種誤差的綜合反映。因此,儀器示值范圍內的不同工作點,示值誤差是不相同的。一般可用適當精度的量塊或其它計量標準器,來檢定測量器具的示值誤差。
三、哈爾濱量具測量工具的選定
每次測量前,需要根據被測零件的特殊特性選擇測量工具,比如,長、寬、高、深、外徑、段差等可選用卡尺、高度尺、千分尺、深度尺;軸類直徑可選用千分尺、卡尺;孔、槽類可選用塞規(guī)、塊規(guī)、塞尺;測量零件的直角度選用直角尺;測量R值選用R規(guī);測量配合公差小,精度要求高或要求計算形位公差時可選用三次元、二次元;測量鋼材硬度選用硬度計。
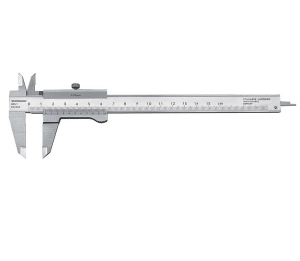
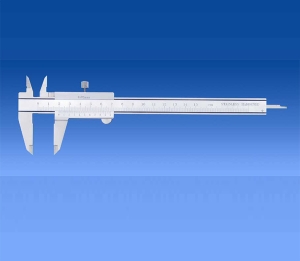
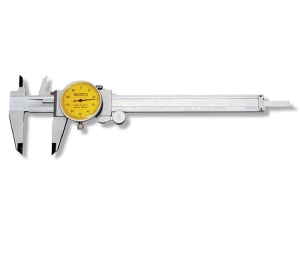
1. 卡尺的應用
卡尺可測量物體的內徑、外徑、長度、寬度、厚度、段差、高度、深度;卡尺是最常用、使用最方便的量具,在加工現場使用頻率最高的量具。
數顯卡尺:分辯力0.01mm,用于配合公差小(精度高)的尺寸測量。
表卡:分辯力0.02mm,用于常規(guī)尺寸測量 。
游標卡尺:分辯力0.02mm,用于粗加工測量 。
卡尺使用前需先用干凈的白紙將灰塵與臟污去除(用卡尺外測定面卡住白紙然后自然拉出,重復2-3次即可)
使用卡尺測量時,卡尺的測量面應盡量與被測物體的測量面平行或垂直;
使用深度測量時,如被測物體有R角時,需避開R角但緊靠R角,深度尺與被測高度盡量保持垂直;
卡尺測量圓柱時,需轉動且分段測量取最大值;
因卡尺使用的頻率高,保養(yǎng)工作需要做到最好,每天使用完后需擦拭干凈后放入盒內,使用前需用量塊檢驗卡尺的精度。
2. 千分尺的應用
千分尺使用前需先用干凈的白紙將灰塵與臟污去除(用千分尺測量接觸面與螺桿面卡住白紙然后自然拉出,重復2-3次即可),然后扭動旋鈕,測量接觸面與螺桿面快接觸時,改用微調,當兩面完全接觸后調零,即可進行測量。
千分尺測量五金件時,調動旋鈕,快接觸工件時,改用微調旋鈕旋進,當聽到咔、咔、咔三聲響后停止,從顯示屏或刻度上讀出數據。
測量塑膠產品時,測量接觸面與螺桿輕輕接觸到產品即可。
千分尺測量軸類直徑時,至少測量兩個以上方向且分段測取最大值測量中的千分尺,兩接觸面應當隨時保持清潔,減少測量誤差。
3. 高度尺的應用
高度尺主要用來測量高度、深度、平面度、垂直度、同心度、同軸度、面振、齒振、深度、高度尺測量時,首先要檢驗測頭、各連接部位有無松動現象。
4. 塞尺的應用
塞尺適用于平面度、彎曲度、直線度的測量
平面度測量 :
將零件放置平臺上,用塞尺測量零件與平臺之間的間隙(注意:測量時塞尺與平臺保持無間隙壓緊狀態(tài))
直線度測量:
將零件放在平臺上旋轉一周,用塞尺測量零件與平臺之間的間隙。
彎曲度測量:
將零件放置在平臺上,選取相應的塞尺測量零件兩側或中部與平臺之間的間隙。
垂直度測量:
將被測零的直角度的一邊放置于平臺上,另一邊讓直角尺與之靠緊,用塞尺測量部品與直角尺之間最大的間隙。
5. 塞規(guī)(棒針)的應用:
適用于測量孔的內徑、槽寬、間隙。
零件孔徑較大,沒有合適的針規(guī)時,可將兩個塞規(guī)重疊,按360度方向測量將塞規(guī)固定在帶磁性的V形塊上,可防止松動,易于測量。
孔徑測量
內孔測量:孔徑測量時,貫通為合格。
注意:塞規(guī)測量時,需垂直插入,不可斜插。
6. 精密測量儀:二次元
二次元是一種高性能、高精密特性的非接觸式的測量儀器。測量器具的感應元件與被測零件表面不直接接觸,因而不存在機械作用的測量力;二次元通過投影的方式將所能捕捉到的圖象通過數據線傳輸到電腦的數據采集卡中,之后由軟件在電腦顯示器上成像;可進行零件上各種幾何元素(點、線、圓、弧、橢圓、矩形)、距離、角度、交點、形位公差(圓度、直線度、平行度、垂直度、傾斜度、位置度、同心度、對稱度)的測量,還可進行外形輪廓2D描繪用CAD輸出。不僅能觀測到工件輪廓,而且,對于不透明的工件的表面形狀也可以測量。
常規(guī)幾何元素測量:下圖零件中的內圓是利角,只能用投影的方式進行測量。
電極加工表面觀測:二次元的鏡頭具有放大功能電極加工后粗糙度檢驗(放大100倍影像)。
小尺寸深槽測量
澆口的檢測:模具加工中,經常會有一些澆口在隱在槽內,各種檢測儀器都不法進行測量,這時,可用橡膠泥貼在膠口上,膠口的形狀就會印在膠泥上,再用二次元測量膠泥印的大小得出澆口尺寸。
注:因二次元測量時,無機械作用力,對于較薄、較軟的產品盡量采用二次元進行測量。
7. 精密測量儀器:三次元
三次元的特點是高精度(可達到μm級);萬能性(可代替多種長度測量儀器);可用于測量幾何元素(除可測量二次元能測量的元素外,還可測量圓柱、圓錐),形位公差(除可測量二次元能測量的形位公差外,還包括圓柱度、平度度、線輪廓度、面輪廓度、同軸度)、復雜型面,只要三次元的測頭能觸及的地方,就可測出它的幾何尺寸和相互位置,表面輪廓;并借助于計算機完成數據處理;以其高精度高柔性以及優(yōu)異的數字能力,成為現代模具加工制造和質量保證的重要手段、有效工具。
有些模具在修改中,沒有3D圖檔,可測量各個元素的的座標值,不規(guī)則曲面的輪廓,然后用繪圖軟件導出并根據測量元素做成3D圖形,能進行快速而無誤的加工與修改(座標設定后,可取任意點測量座標值)。
3D數模導入對比測量:加工完成的零件,為了確認與設計一致性或在裝配fit模過程中發(fā)現配合異常,當一些曲面輪廓既非圓弧,又非拋物線,而是一些不規(guī)則的曲面時,無法進行幾何元素測量時,可導入3D模型與零件對比測量,從而了解加工誤差;因測量值是點對點的偏差值,能便于進行快速而有效的修正改善(下圖所顯示的數據為實測值與理論值的偏差)。
8. 硬度計的應用
常使用的硬度計有洛氏硬度計(臺式)與里氏硬度計(便攜式)常用的硬度單位為洛氏HRC、布氏HB、維氏HV。
洛式硬度計HR (臺式硬度計)
洛氏硬度試驗方法是用一個頂角為120度的金剛石圓錐休或直徑為1.59/3.18mm的鋼球,在一定的載荷壓入被測材料表面,由壓痕深度求出材料硬度。根據材料硬度不同,可分為三種不同的標度來表示HRA、HRB、HRC。
HRA 是采用60Kg載荷和鉆石錐壓入器求的硬度,用于硬度極高的材料。例如:硬質合金。
HRB 是采用100Kg載荷和直徑1.58mm淬硬的鋼球求得的硬度,用于硬度較低的材料。例如:退火鋼、鑄鐵等 、合金銅。
HRC 是采用150Kg載荷和鉆石錐壓入器求得的硬度,用于硬度很高的材料。例如:淬火鋼、回火鋼、調質鋼和部分不銹鋼。
維氏硬度HV(主要是針對表面硬度測量)
適用于顯微鏡分析。以120kg以內的載荷和頂角為136°的金剛石方形錐壓入器壓入材料表面,用測量壓痕對角線長度,它適用于較大工件和較深表面層的硬度測定。
里氏硬度HL(便攜式硬度計)
里氏硬度是一種動態(tài)硬度試驗法。硬度傳感器的沖擊體在與被測工件沖擊過程中,距工件表面1mm時的反彈速度與沖擊速度的比值乘以1000,定義為里氏硬度值 。
哈爾濱量具優(yōu)點:里氏硬度理論制造的里氏硬度儀改變了傳統(tǒng)的硬度測試方法。由于硬度傳感器小如一只筆,可以手握傳感器在生產現場直接對工件進行各種方向的硬度檢測,因此是其它臺式硬度儀所難以勝任的。
版權所有:華通機械工具公司(金坤數控工具獨家經銷)
電話: 0451-88302828 0451-88332636 0451-87800400
地 址:哈爾濱道外區(qū)景陽街137號